Developing Lyophilized Biologic Tablets

Developing Lyophilized Biologic Tablets: Process Optimization — Benefits & Challenges of Lyophilized Orally Disintegrating Tablets Developing Lyophilized Biologic Tablets: Process …
Lyophilization, also known as freeze-drying, is a sophisticated process widely used in various industries for preserving perishable materials. Whether it’s pharmaceuticals, food products, or biological samples, lyophilization offers a reliable method to extend shelf life and maintain product integrity.
Understanding the Process
Lyophilization involves removing water from a frozen product by sublimation, wherein ice directly converts into vapor without passing through the liquid phase. This process preserves the structure and composition of the material, making it ideal for sensitive substances.
In the pharmaceutical industry, lyophilization is essential for preserving drugs and vaccines, ensuring stability and efficacy. In the food industry, it’s used to preserve flavors and nutrients in products like instant coffee and freeze-dried fruits. Additionally, biological research relies on lyophilization to store enzymes, antibodies, and other biological materials.
One of the primary advantages of lyophilization is its ability to extend the shelf life of products significantly. By removing water, it prevents microbial growth and chemical degradation. Moreover, lyophilization preserves the biological activity of sensitive compounds, making it indispensable for pharmaceuticals and biotechnology.
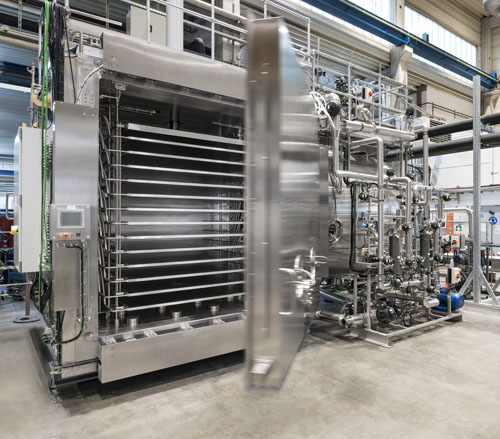
Freeze dryers are the cornerstone of lyophilization equipment. These machines create the necessary conditions for sublimation by lowering pressure and temperature. Vacuum systems are also crucial for removing vapor during the process, ensuring efficient drying.
The lyophilization process typically consists of three main stages: freezing, primary drying, and secondary drying. Freezing solidifies the product, while primary drying removes the majority of water. Secondary drying removes residual moisture, ensuring long-term stability.
While lyophilization offers numerous benefits, it also comes with challenges. The process can be costly due to equipment and energy requirements. Moreover, maintaining product integrity during drying and storage is critical to avoid loss of potency or quality. Additionally, there’s growing concern about the environmental impact of lyophilization, prompting research into sustainable alternatives.
The future of lyophilization lies in advanced techniques and automation. Researchers are exploring novel approaches to improve drying efficiency and product quality. Automation technologies are also being developed to streamline the lyophilization process, reducing labor costs and minimizing human error.
Lyophilization is a vital process with diverse applications across industries. Its ability to preserve delicate materials while extending their shelf life makes it indispensable in pharmaceuticals, food production, and research. As technology advances, we can expect further innovations in lyophilization techniques, driving efficiency and sustainability.
Developing Lyophilized Biologic Tablets: Process Optimization — Benefits & Challenges of Lyophilized Orally Disintegrating Tablets Developing Lyophilized Biologic Tablets: Process …
Lyophilization for Gene Therapies and Personalized Medicine: Advanced Freeze-Drying Strategies for Next-Generation Biologics Lyophilization for Gene Therapies and Personalized Medicine …
Energy-Efficient Lyophilization: How to Reduce Energy Consumption in Freeze-Dryers Energy-Efficient Lyophilization has rapidly become a strategic priority across pharmaceutical, biopharmaceutical, …

Robust/optimal control in lyophilization has become one of the most crucial advancements in modern freeze-drying cycle design. As pharmaceutical, biotech, …
NIR Spectroscopy Lyophilization: Advanced Real-Time Monitoring for Modern Freeze-Drying Lyophilization has evolved rapidly over the past decade, and today, NIR …

Blockchain in Lyophilization Supply Chain: Enhancing Traceability of Freeze-Dried Pharmaceuticals Introduction: The New Era of Pharmaceutical Transparency The integration of …

Lyophilization in Veterinary Drugs: Freeze-Drying of Animal Vaccines and Medicines Introduction Lyophilization in veterinary drugs has become an indispensable process …

Introduction: The Evolution of Lyophilization 4.0 (Smart Freeze Drying) Lyophilization 4.0 (Smart Freeze Drying) marks a revolutionary leap in pharmaceutical …

Heating media control in lyophilization plays a critical role in achieving consistent freeze-drying results. Proper regulation of heating fluids, such …

Lyophilization process efficiency plays a vital role in ensuring high-quality pharmaceutical and biotechnological products. In freeze-drying, every step—from freezing to …